Литье под высоким давлением — это метод, при котором жидкий или полужидкий металл заполняет полость формы для литья под давлением на высокой скорости и под высоким давлением, а также формируется и затвердевает под давлением для получения отливки.
1. Процесс литья под высоким давлением
1.1
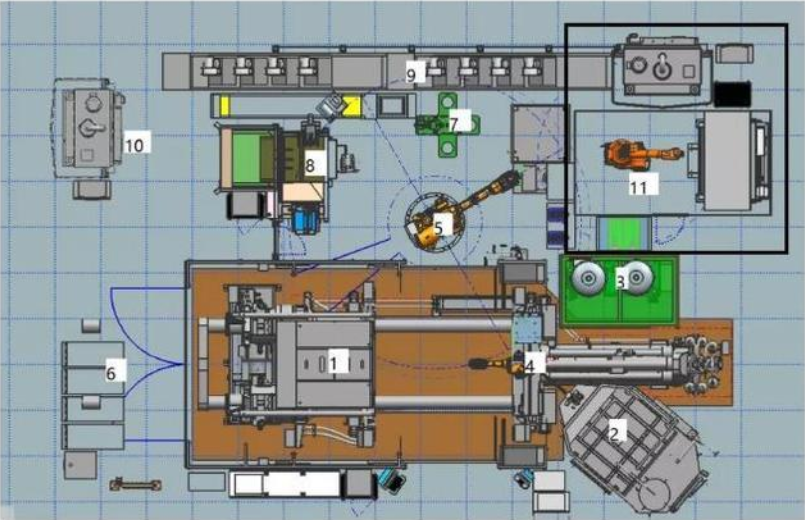
В настоящее время общий остров литья под давлением будет иметь следующую конфигурацию: Машина для литья под давлением с вакуумом, печь для сохранения тепла оснащена системой количественного литья, продукт с системой распыления, сокращает время распыления, робот для взятия деталей, шлаковый мешок, резка кода и другие работы, последняя резка до система ворот; Остров для литья под давлением также можно модернизировать для автоматической очистки в условиях большого объема.
1.2
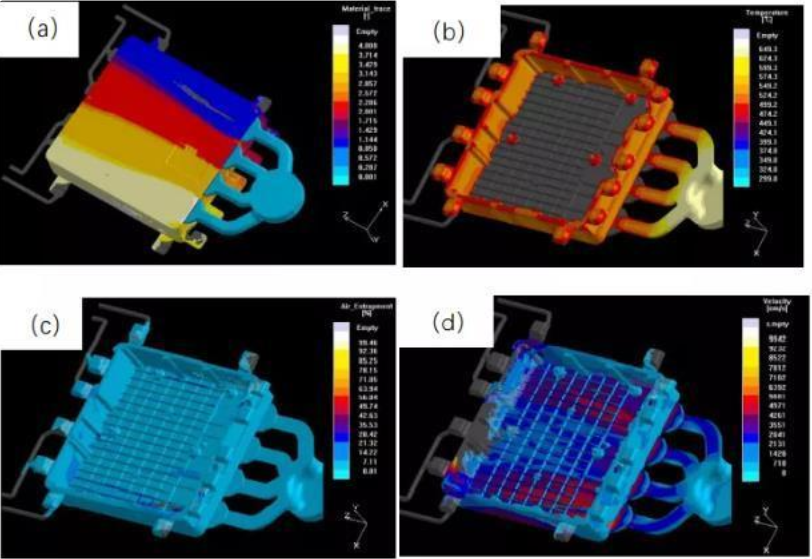
CAE-анализ все более широко используется в промышленности литья под давлением, представленный PROCAST, MAGMA, flow-3D и т. д. Согласно результатам расчета потока заполнения и распределения скорости, моделирование может точно предсказать такие дефекты, как зачисление, включение и плохое заполнение, что значительно повышает выход продукции и экономит весьма объективные затраты. Это очень полезный инструмент для быстрого и научного проектирования всей литейной системы (литника, литника, переливного резервуара и т. д.) для литья под давлением. Оптимизируйте параметры процесса литья, сократите количество испытаний пресс-форм, уменьшите стоимость литья, улучшите качество продукции. Программное обеспечение CAE использовалось для общего анализа отчетов о заполнении, затвердевании, распределении пористости и распределении скоростей.
1.3 Применение вакуумного литья под давлением
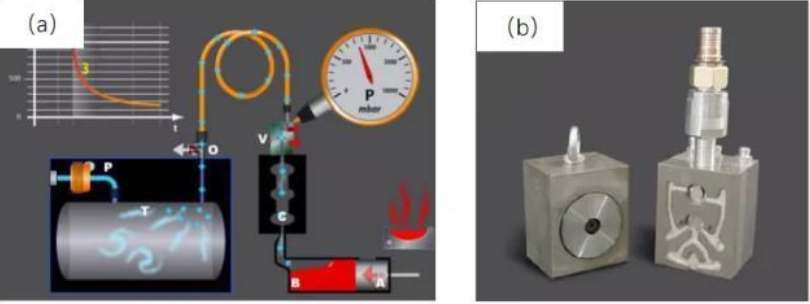
Благодаря постоянному обеспечению требований к качеству продукции, использование вакуума для решения проблем наполнения и герметичности отливок хорошо развито, и обычно используется вакуумный клапан, наиболее часто используемый вакуумный клапан имеет следующие две конструкции. На рисунке 3 представлена принципиальная схема вакуумного клапана. Как и в обычном процессе литья под давлением, после того, как в камеру попадает вода для алюминия, начинается вакуумирование. Затем, когда машина для литья под давлением запускается на высокой скорости, кинетическая энергия алюминиевой воды касается пружинной пластины вакуумного клапана. При использовании механического вакуумного клапана он обычно закрывается при предварительном нагреве формы. После завершения предварительного нагрева вакуумный клапан можно использовать только при включении высокой скорости и повышении давления. Механический вакуумный клапан имеет преимущества простоты использования, но точность обработки вакуумного клапана высока, а стоимость вакуумного клапана относительно высока. На рисунке 4 представлена принципиальная схема гидравлического вакуумного клапана. Принцип действия механического вакуумного клапана тот же. При запуске перфоратора начинается вакуум, но принцип закрытия вакуумного клапана другой. Когда гидравлический вакуумный клапан обычно запускается на высокой скорости, тип одновременно отправляется в гидравлическую систему вакуумного клапана, и вакуумный клапан закрывается. Стоимость гидравлического вакуумного клапана относительно невелика, но она требует, чтобы параметры процесса литья под давлением и конструкция формы совпадали, в противном случае литье под давлением алюминия в вакуумный клапан приведет к засорению.
2.Отливки
В настоящее время изделия для литья под давлением из алюминиевых сплавов делятся на три категории в зависимости от количества. Первая категория — это автомобиль, мотоцикл, корпус трансмиссии двигателя, представленный двигателем, корпусом цилиндра и так далее. Второй тип — это корпус базовой станции и корпус фильтра, представленный сетевой связью, а третий тип — это конструкция корпуса с более высокими требованиями к механическим характеристикам. Как показано на рисунке, это типичное изделие из алюминиевого сплава, отлитое под давлением:

3. Заключение
Алюминиевый сплав обладает высокой удельной прочностью и хорошей коррозионной стойкостью, отличной электропроводностью. В социальной среде энергосбережения и сокращения выбросов, а также защиты окружающей среды литье под давлением из алюминиевых сплавов быстро развивается в Китае. Я считаю, что в ближайшем будущем продукция из алюминиевых сплавов станет более диверсифицированной. Основная деформация заключается в следующих аспектах: 1) С развитием продуктов это будет способствовать разработке новых материалов из литых под давлением алюминиевых сплавов, таких как: высокая теплопроводность, высокая прочность и высокая вязкость; 2) новые материалы из алюминиевого сплава для литья под давлением также будут способствовать развитию новой технологии литья под давлением, такой как процесс литья под давлением в полутвердом состоянии, литье под высоким вакуумом. 3) Развитие технологии также приведет к появлению оборудования, вспомогательных материалов, выдвигающих более высокие требования. , такие как: крупное литье под давлением, машина для литья под давлением, оборудование для напыления, устройство для выпуска пресс-форм, соответствующая машина, вакуумная машина, холодная машина, система контроля и обнаружения температуры пресс-формы и т. д.
Время публикации: 19 мая 2022 г.